


MIL-STD-810G, Test Method 507.5 – Humidity
We will proceed to elaborate the “Methods” and “Procedure”s of environmental standards of MIL-STD-810 in our article series. Instead of writing down the obvious information already given in the standard, we will be discussing more practical information on product design, features regarding “Equipment Under Test” (EUT), and conducting tests.
Test Method 507.5 – Humidity
This method was used to evaluate determine the resistance of the material to the effects of a warm, humid atmosphere. This method applies to materiel that is likely to be stored or deployed in a warm, humid environment, an environment in which high levels of humidity occur, or to indicate potential problems associated with humidity. This method may not reproduce all of the humidity effects associated with the natural environment such as long-term effects, nor with low humidity situations. This method does not attempt to duplicate the complex temperature/humidity environment but, rather, it provides a generally stressful situation that is intended to reveal potential problem areas in the material.

Picture PFA-370-MIL Outdoor Unit And De-ice Controller During Humidity Test (Actual Footage). Please pay attention to Temperature is 400 C and Humidity is %93 For more info: https://pals.com.tr/product/pfa-370-mil
Procedures of this method are as follows:
Procedure I – Induced (Storage & Transit) and Natural and Cycles. Once a cycle is selected, perform the storage & transit portion first, followed by the corresponding natural environment portion of the cycle. Procedure I includes:
1.Three unique cycles that represent conditions that may occur during storage or transit, as well as
2.Three unique natural ecological cycles that are performed on test items that are open to the environment.
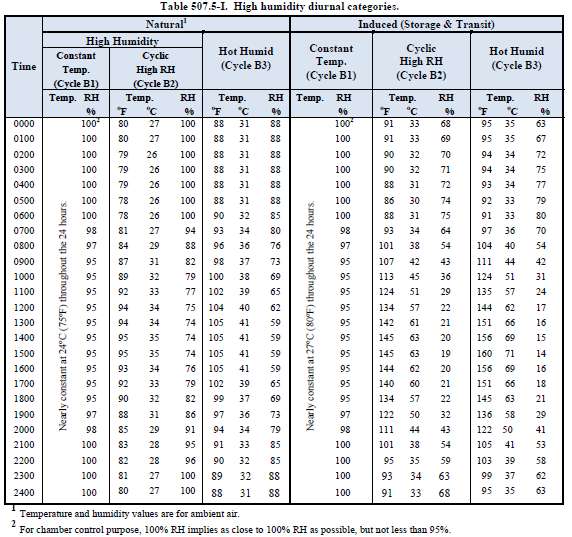
Please Note: Each cycle has its graph representing temperature and relative humidity change. These cycle representations are not given in this article. Thus reading MIL-STD-810 is highly recommended.
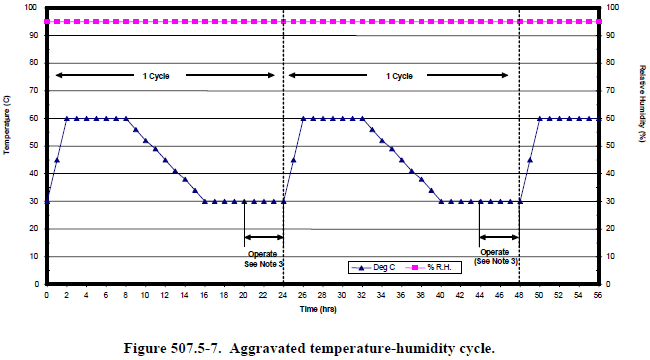
Procedure II - Exaggerated. Procedure II exposes the test item to more extreme temperature and humidity levels than those found in nature (without contributing degrading elements), but for shorter durations. Its advantage is that it produces results quickly, i.e., it may, generally, exhibit temperature-humidity effects sooner than in the natural or induced procedures. Its disadvantage is that the effects may not accurately represent those that will be encountered in actual service. Be careful when interpreting results. This procedure is used to identify potential problem areas, and the test levels are fixed.
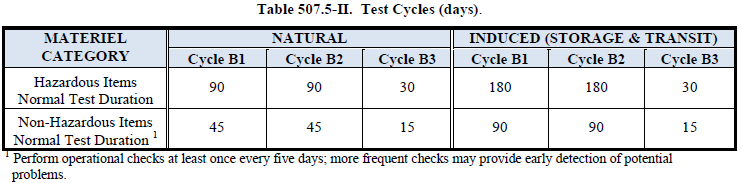
Test Duration.
The number of temperature - humidity cycles (total test time) is critical in achieving the purpose of the test. The durations provided in Table 507.5-II are minimum durations and, in most cases, are far less than necessary to provide an annual comparison.
Procedure I - Induced (Storage & Transit) Cycles:
Procedure II – Aggravated Cycle:
For Procedure II, in addition to a 24-hour conditioning cycle, the minimum number of 24-hour cycles for the test is ten. Although the combined 60°C (140°F) and 95 percent RH does not occur in nature, this combination of temperature and relative humidity has historically proven adequate to reveal potential effects in most materiel. Extend the test as specified in the test plan to provide a higher degree of confidence in the material to withstand warm, humid conditions. For the test items incorporating seals to protect moisture-sensitive materials, e.g., pyrotechnics, longer test durations may be required.
Tips and Tricks;
• As a rule of thumb tailoring is essential. Meaning choosing procedure, cycles, duration of the test, period of operational check (even though standard dictates every 5th day) with the customer beforehand.
• Discuss EUT configuration with the customer. Prefer conditions for EUT most likely to be affected in real life. I.e. Storage, Packed, Unpack, Deployed, etc.
• Set pass/fail criteria clearly with the customer; which operational features needed to be tested after storage or during tests. Prepare instructions for test laboratory experts step by step about how to test EUT.
• Purpose of temperature changes in a cycle within humidity existence is to create condensation of humidity and creating water droplets. This phenomenon not only occurs exterior of material also inside of materiel as well. Especially if a small breathing hole is added to the design to pass the low-pressure test.
• Consider adding hygroscopic dehumidifier solutions to design. Volume and mass of the dehumidifier are subjected to the duration of the test. Although it is a cheap and simple solution, keep in mind this will add periodic maintenance requirements to your design which in some cases it may be unwanted.
• PCB boards may fail because of water droplets. Consider using thermal paste for covering PCBs. Consider physically mounting PCBs away from the EUT bottom. I.e. Vertical.
• Use rust-resistant painting or cover on metal parts. Rust takes time to occur. It may not incidentally result from this test but keep in mind water causes rapid corrosion.
• Corrosion tends to happen on metal parts. To prevent this to happen, the designer needs to know why and how corrosion took place. Do not mix up corrosion and rust. Rust is one of the results of corrosion. Corrosion happens where there is a two metal (a same or different kind) part that meets (i.e. cover of a box). When there is an electrical potential difference exists between these two metal parts, water becomes a conductive element to start electrons to flow. Do you remember the subject of electrolysis from science class? Combine this occurrence with oxygen in the air, it will speed up metal electrons to bind oxygen and start metal oxide a.k.a. rust. The easiest and cheap solution to prevent this is to make sure every metal part of a EUT is properly bound and grounded to prevent electrical potential differences. Please note Author intentionally used bound and grounded; not use “or” instead of “and” in this sentence.
• Make sure your lubricants are not water-soluble on your moving parts. Temperature also causes changes viscosity of such material.
DID YOU KNOW?
PALS Electronics has experts on all subjects of test engineering, mechanical or electronic design, environmental condition engineer, system engineer, etc. PALS provides consulting, training, tailoring, test plan, test engineering, test services in all phases of your project. Please feel free if you have any questions or inquiries from https://pals.com.tr/contact
by System Integration Engineer, Özdemir Öztürk